采用气雾化和机械合金化等离子体球化SLM制备钛(4)
?
随着Fe和O的污染,Al的损失约为6 at. %,以及一些颗粒中存在未溶解的Nb,表明需要进一步优化MA和PS工艺,以获得更均匀的化学分布和适当的化学组成。
?
3.2. L-PBF工艺参数对相对密度的影响
?
图4显示了L-PBF工艺参数对使用MAPS(图4(a))和GA(图4(b))粉末制备样品的相对密度的影响。两种粉末,使用TPH?energy = 200°C导致严重开裂的样品。裂缝大多是水平(图5 (a, b)),形成了由于热应力高表明TPH?energy = 200°C并不足以减少热梯度L-PBF过程中。裂纹在试样的整个高度(图5(d))都存在,在某一特定区域没有浓度。在TPH?= 200°C的情况下,我们评估了来自MAPS粉末的开裂样品的相对密度,而不考虑裂纹到孔隙的比例,结果如图4(a)所示。将TPH提高到600℃,可以获得无裂纹的样品(图5(C, e))。
?
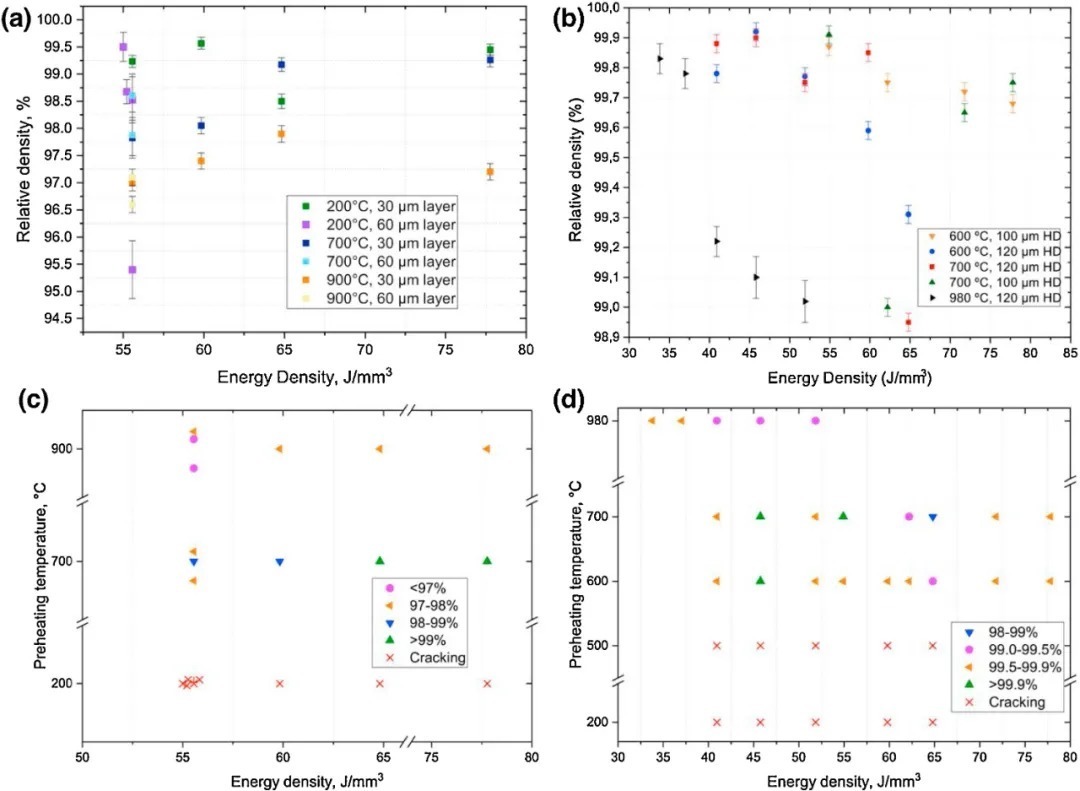
图4 L-PBF工艺参数对(a) MAPS和(b) GA粉末制备样品相对密度的影响,以及(c) MAPS和(d) GA粉末制备样品平台预热温度和体积能量密度的工艺图。
?
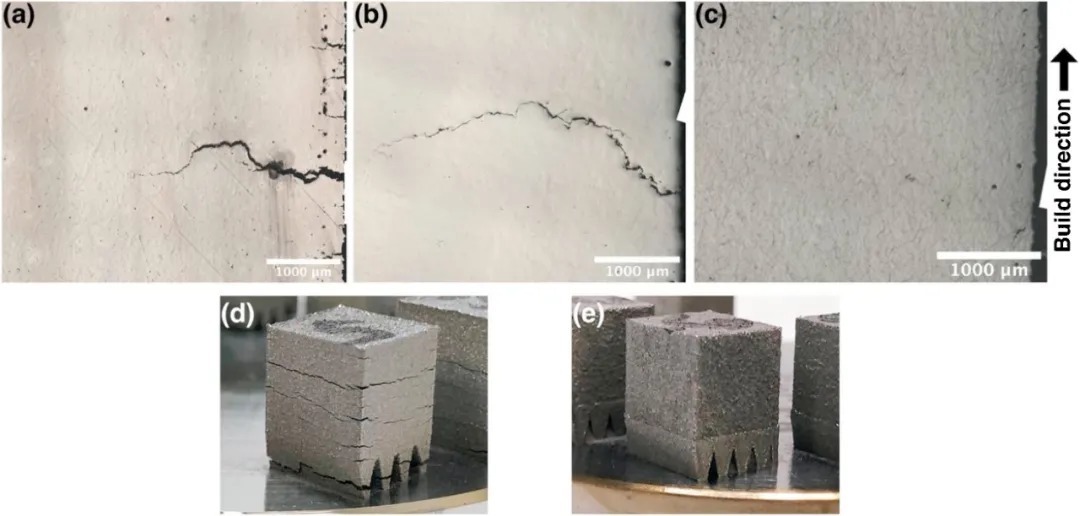
图5 由GA粉末制备的样品的截面显示,在(a) TPH = 200°C, (b) TPH = 500°C时表面出现裂纹,而在(C) TPH = 600°C时表面无裂纹。在(d) TPH = 200°C和(e) TPH = 600°C时生产的立方体样品的照片。
?
在77.8 J/mm3VED和TPH?= 700℃时,MAPS样品的最高相对密度为99.3%。当TPH值增加到900℃时,相对密度降低,因为相对尺寸较大的球形气孔数量较多,说明TPH?= 900℃导致熔体池过热。使用GA粉导致总体相对密度更高(图4(b))。大部分样品的相对密度在99%以上。在TPH?= 600和700℃下,分别在45.8和54.9 J/mm3 VED时获得了99.9%以上的相对密度。当预热温度升高到980°C时,试样的整体相对密度降低,可以认为是熔体池过热的结果。从上述结果中得到的工艺图如图4(c, d)所示。对于MAPS粉,在TPH?= 700°c时,两组L-PBF参数组对应的相对密度>?99%。对于GA粉,三个参数集允许实现相对密度>?99.9%。
?
在TPH?= 700°C条件下制备的相对密度≥99%的MAPS和GA粉末样品进行ct研究。用于制备这些样品的VED分别为77.8 J/mm3和45.8 J/mm3。根据ct结果(图6),两种样品的孔隙度均低于0.05%,分辨率约为10 μm。MAPS粉样品的平均孔径为30 μm, GA粉样品的平均孔径为25 μm。两种情况下孔隙均以球形为主,说明这些孔隙是圈闭气体形成的。气体孔隙可能来自不同的来源,如封闭的保护气体、熔融汽化或粉末颗粒内部的孔隙。
?
图6 (a)在77.8 J/mm3 VED, TPH = 700℃时制备的MAPS粉末和(b)在45.8 J/mm3, TPH = 700℃时制备的GA粉末的孔隙体积的层析重建。
?
3.3.?预热温度对组织的影响
?
3.3.1机械合金化等离子体球化粉末
?
图7为不同TPH下由MAPS粉末制备的ti2alnb基合金试样的显微组织。可以看出,L-PBF过程中的TPH对正交晶合金的显微组织有显著影响。当TPH?= 200℃时,得到的合金主要由β/ b2固溶体组成,如图7(a, d)所示,这与L-PBF获得的Ti-45Nb合金相似。熔池边界处出现胞状结构,与熔池上表面相比,形成胞状凝固前沿的形核位置增多。XRD结果(图8)表明,在TPH?= 200℃时,合金中只存在β/ b2相,并存在BCC晶格。合金显微组织中存在富nb区,这是由于部分粉末颗粒的化学不均匀性造成的。Nb的熔点明显高于其他元素,且在L-PBF处理后仍有部分未溶解。如图7(A)所示,熔池边界处出现少量微裂纹。随着TPH的增加,元素在较高温度下的诱导扩散使元素分布更加均匀。从图7(c, f)可以看出,在TPH?= 900℃时Nb在合金中完全溶解。
?
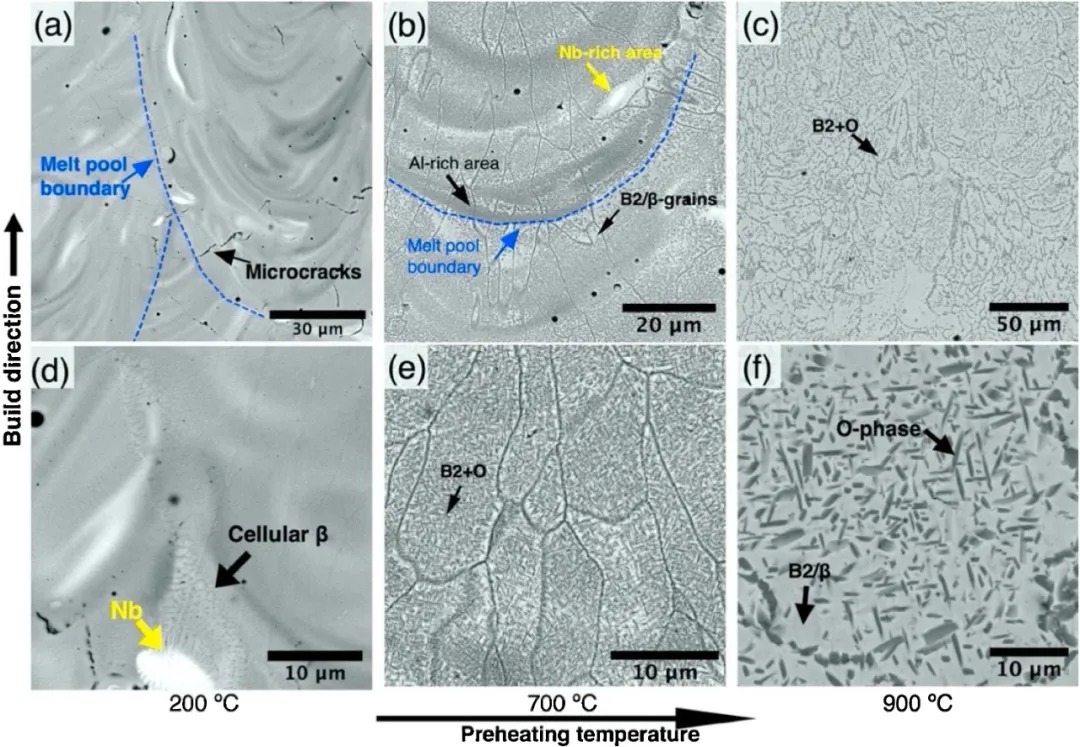
图7 BSE图显示了不同平台预热温度(a, d) 200°C, (b, e) 700°C, (C, f) 900°C下,由MAPS粉末制备的ti2alnb基合金样品的显微组织。
?
图8 XRD图显示了在200℃、700℃和900℃的平台预热温度下制备的MAPS粉末样品的相组成。
?
当TPH值从200°C
文章来源:《机械强度》 网址: http://www.jxqdzzs.cn/zonghexinwen/2022/0110/930.html